




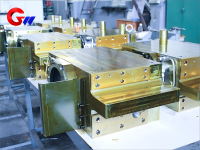


Посадочное место подшипника рабочего валка на рабочей стороне стана горячей прокатки
Основные функции и требования к условиям работы подшипника рабочего валка на рабочей стороне стана горячей прокатки
Основные функции
Расположение и опора валков: выдерживают радиальную нагрузку (1500–4000 кН с одной стороны) и осевое усилие (≤ 10% радиального усилия) рабочего валка стана горячей прокатки.
Интерфейс быстрой смены рулонов: встроенный гидравлический механизм блокировки (давление 20-25 МПа), время смены рулонов ≤ 15 минут.
Компенсация тепловой деформации: При температуре прокатки 300–600 ℃ зазор осевого теплового расширения сохраняется на уровне 0,1–0,15 мм/100 ℃.
- Guangwei Manufacturing Precision
- Хэнань, Лоян
- Договорное положение
- Годовая производительность 500 шт.
- Информация
Посадочное место подшипника рабочего валка на рабочей стороне стана горячей прокатки
Совместимые модели
4-х валковый стан горячей прокатки: ширина полосы 800-2200 мм, скорость прокатки ≤ 12 м/с.
Реверсивный черновой стан: колебание усилия прокатки ± 25%, частота ударных нагрузок ≥ 5 раз/мин.

Технические условия на материал и термическую обработку посадочного места подшипника рабочего валка на рабочей стороне стана горячей прокатки
Основной материал седла подшипника рабочего ролика
Марка литой стали: ZG35CrNiMo (оптимизированный состав)
Элемент | С 0,32-0,38 | Кр 0,8-1,2 | Это 1,0-1,5 | В 0,2-0,4|
Эксплуатационные характеристики:
Высокотемпературный предел текучести (σ ₀. ₂ ≥ 550 МПа при 500 ℃);
Низкотемпературная энергия удара (-20 ℃ АКВ ≥ 50 Дж).
Основные материалы компонентов
Компонент материал термическая обработка обработка поверхности
Корпус подшипника ZG35CrNiMo закаленный и отпущенный + дробеструйное упрочнение для снятия напряжений (Sa2.5)
Износостойкая футеровочная пластина 42CrMo4 с индукционной закалкой и твердым хромированием (30-50 мкм)
Уплотнительный компонент из нержавеющей стали 316L, обработка твердым раствором, электролитическая полировка
Процесс термической обработки
Закалка: 850 ± 10 ℃ × 4 ч (охлаждение в масле, скорость охлаждения ≥ 80 ℃/с);
Закалка: 580 ± 10 ℃ × 6 ч (охлаждение на воздухе, контроль твердости НВ 280-320);
Криогенная обработка: - 80 ℃ в течение 2 часов (для улучшения размерной стабильности).
Точность механической обработки и сборки посадочного места подшипника рабочего валка на рабочей стороне стана горячей прокатки
Критические допуски размеров
Методы проверки допустимости проекта
Диаметр отверстия подшипника (Φ) Уровень H6 (± 0,015 мм) пневматический счетчик + трехкоординатная система
Плоскостность установочной поверхности ≤ 0,02 мм/м электронный уровень
Фаска поперечного отверстия гидравлического масляного контура R0,5 ± 0,1 мм промышленный эндоскоп
Требования к монтажу опоры подшипника рабочего валка стана горячей прокатки
Сила предварительного натяга подшипника: Осевой предварительный натяг конических роликовых подшипников составляет 0,05–0,08 мм (измеряется циферблатным индикатором);
Уплотнительный зазор: радиальный 0,3-0,5 мм (лабиринтное уплотнение), осевой 1,0-1,2 мм.

Вышеуказанные преимущества нашей компании в производстве гнезд подшипников делают нашу компанию передовой в производстве продукции подшипниковых блоков внутри страны. Производственные заказы в отрасли лидируют. Персонал компании будет изучать передовые идеи управления той же отрасли в будущем производстве и обработке, так что компания может лучше обслуживать клиентов и расти вместе с клиентами.
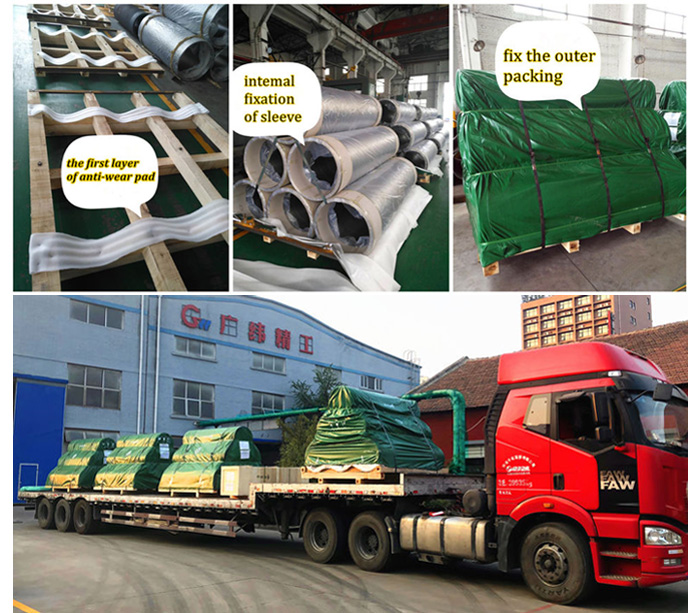
Упаковка
Начните свой день правильно, обратившись к нам Лоян Гуанвэй Точность Производство Технологии ООО. для любого Стан горячей прокатки с рабочим роликовым подшипниковым блоком У вас могут возникнуть потребности в ремонте шпинделя.
У нас есть технологии, оборудование и знания, чтобы гарантировать, что вы останетесь на 100% удовлетворены.
Наши специалисты обладают огромным опытом и входят в число лучших в отрасли.
Приходите и узнайте, как мы можем сэкономить время вашего простоя и обеспечить бесперебойную работу.
Время — деньги, звоните сейчас!



