




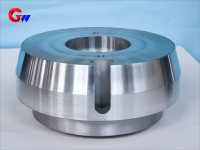
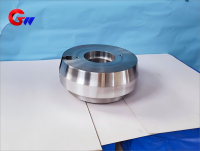
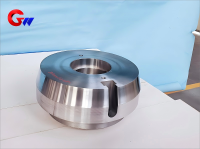
Головка роликового конуса из литой стали
Конусная головка ролика из прецизионной литой стали ГВ является одним из важных компонентов прокатного стана.
- GW Precision
- Лоян, Китай
- Договорное положение
- 1000 шт.
- Информация
Головка роликового конуса из литой стали
Конусная головка ролика из литой стали в основном используется в металлургических прокатных станах, горнодобывающей технике, тяжелом оборудовании и других случаях, где требуются высокие радиальные и осевые нагрузки. Ее конструктивной особенностью является использование конических роликовых подшипников (например, серии ТИМКЕН) для одновременного выдерживания радиальных и осевых усилий, подходит для условий высоких ударов, высоких скоростей или больших нагрузок.
Сценарии применения литой стальной роликовой конической головки
1. Основные области применения
Стан горячей/холодной прокатки: поддерживает рабочий валок, промежуточный валок или опорный валок, выдерживая усилие прокатки и осевое перемещение.
Горнодобывающее оборудование: используется в системах трансмиссии тяжелого оборудования, такого как дробилки и шаровые мельницы.
Ветроэнергетическое оборудование: посадочное место главного подшипника вала большой ветровой турбины.
Суда/тяжелая техника: высоконагруженные вращающиеся компоненты, такие как гребные валы и редукторы.
2. Характеристики работы
Высокая нагрузка: выдерживает радиальную силу (усилие прокатки) и осевую силу (движение прокатного валка).
Высокая температура/высокая степень загрязнения окружающей среды: в условиях горячей прокатки требуются термостойкость и предотвращение окисления; горнодобывающая среда должна быть пыле- и водонепроницаемой.
Высокое требование к точности: точность посадки между внутренним отверстием седла подшипника и наружным кольцом подшипника (обычно уровень H7 или H8).
Процесс термообработки конического седла подшипника литого стального ролика
Коническое седло подшипника литого стального ролика обычно изготавливается из низколегированной литой стали (например, ZG35CrMo, ZG42CrMo), а процесс термической обработки выглядит следующим образом:
1. Предварительная обработка (отжиг или нормализация)
Назначение: устранение литейных напряжений, измельчение зерна и улучшение обрабатываемости.
Процесс: Нагрев до 850-900°С.℃и выдерживают в тепле перед охлаждением на воздухе (нормализацией) или в печи (отжигом).
2. Закалка и отпуск (закалка+отпуск)
Закалка: Нагрев до 850-900℃(в зависимости от материала), закалка в масле или воде (для предотвращения деформации).
Закалка: Закалка при 500-650℃получить мартенситную структуру, сочетающую прочность и вязкость (твердость НВ 250-320).
3. Локальное укрепление поверхности (опционально)
Индукционная закалка: высокочастотная закалка поверхности установки подшипника для повышения износостойкости (твердость ЧРК 50-55).
Цементация/азотирование: подходит для высоколегированной стали для повышения усталостной прочности.
4. Отжиг для снятия напряжений (после прецизионной обработки)
Низкотемпературный отжиг при 200-300℃устраняет напряжение при обработке и предотвращает деформацию.
Введение в функцию:
1. Передача крутящего момента: Конусные головки используются для передачи крутящего момента двигателя.
эффективно, обеспечивая плавный процесс прокатки.
2. Улучшить стабильность соединения: конструкция конической головки помогает улучшить стабильность соединения между
головка ролика и соединительный вал, что снижает ослабление или износ на высоких скоростях.
3. Адаптация к различным требованиям прокатки: конструкция конусной головки помогает адаптироваться к различным типам прокатки.
процессы прокатки, такие как горячая и холодная прокатка, а также потребности в прокатке различных материалов.
Сопутствующие товары




