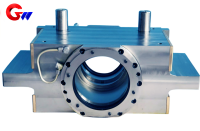


Стан горячей прокатки машины приводной стороны промежуточного роликового подшипникового блока
Основная функция промежуточного посадочного места роликового подшипника на приводной стороне стана горячей прокатки
Поддержка и позиционирование: Точно зафиксируйте средний ролик, примите на себя усилие качения и передайте его на раму.
Передача мощности: подключите карданный вал или редуктор на приводной стороне для передачи крутящего момента двигателя на прокатный стан.
Смазка и герметизация: Интегрированная система масляно-воздушной смазки для предотвращения попадания охлаждающей воды и оксидной окалины в подшипники.
- GW Precision
- Лоян, Китай
- Договорное положение
- Годовая производительность 1000 шт.
- Информация
Стан горячей прокатки машины приводной стороны промежуточного роликового подшипникового блока
Гнездо подшипника промежуточного ролика на приводной стороне стана горячей прокатки является одним из основных компонентов прокатного стана, в основном используемым для поддержки и позиционирования промежуточного ролика, выдерживающим высокие нагрузки, удары и теплопроводность в процессе прокатки.
Варианты применения промежуточного подшипника качения приводной стороны стана горячей прокатки
рабочая среда
Высокая температура (в зоне прокатки температура может достигать 800-1200 ℃), высокая влажность (охлаждающая вода/смазка), высокая запыленность
Способен выдерживать прокатные усилия (до тысяч тонн), знакопеременные нагрузки и вибрации
Требуется длительная непрерывная эксплуатация с коротким циклом технического обслуживания (обычно синхронизированным с заменой валков)
Функциональные требования
Точно поддерживайте зазор подшипника, чтобы предотвратить прогиб валков.
Эффективно отводит тепло от подшипников (избегая выхода из строя из-за перегрева)
Устойчивость к износу и микродвижению (сопрягаемая поверхность подшипника и посадочного отверстия)
Совместимость с гидравлической системой гибочных роликов (некоторые модели требуют дополнительного осевого усилия)
Эксплуатационные характеристики промежуточного роликового подшипника на приводной стороне стана горячей прокатки
Текстура материала посадочного места промежуточного роликового подшипника:
Литая сталь (ZG35CrMo или ZG42CrMo): баланс прочности и технологичности литья.
Кованая сталь (34CrNiMo6): используется для моделей со сверхвысокой нагрузкой, обладает лучшей усталостной прочностью.
Внутренний канал охлаждения: циркулирующая вода или воздушное охлаждение для снижения повышения температуры подшипников.
Компания сформировала комплекс отработанных технологий механической обработки для производства промежуточных опор роликовых подшипников путем накопления многолетнего опыта:

1. Вертикальный обрабатывающий центр:В соответствии с формой вида глубина фрезерования составляет 5 мм, чтобы найти положительный ремень (с каждой стороны есть место для 1,5-2 мм); очистите и удалите заусенцы с острой кромки для проверки (первая часть для проверки).
2、 Горизонтально-расточной станок :Обнаружено, что для каждой поверхности обычного ремня оставлен запас в 1,5–2 мм, а запас канавки на виде составляет 1,5–2 мм; запас отверстия в отверстии составляет 3–4 мм; длина каждого отверстия составляет 2–3 мм; а чистый край используется для удаления острого края заусенца для проверки. (первый образец для проверки)

В процессе производства блоков гибочных роликов опор подшипников прокатного стана и других изделий оптимизированная программа обработки составляется компьютером, а план процесса составляется разумно, что обеспечивает качество продукции промежуточных роликовых подшипников приводной стороны, соответствующее международному первоклассному стандарту.