




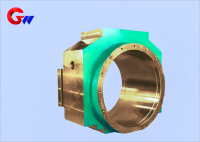
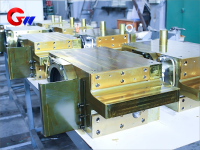
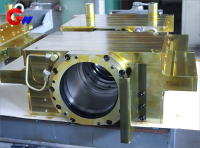
Стан горячей прокатки с боковым рабочим валком, блок-вал прокатного стана
Наша компания располагает пятикоординатным обрабатывающим центром ДМГ ДМФ1800*600, горизонтальным обрабатывающим центром, вертикальным обрабатывающим центром, портальным обрабатывающим центром и высокоточным трехкоординатным контрольно-измерительным оборудованием.
Блок вала прокатного стана рабочего ролика является одним из ключевых прецизионных изделий ГВ.
- GW Precision
- Лоян, Китай
- Договорное положение
- Годовая производительность стальных катушек составляет 4000 шт.
- Информация
Стан горячей прокатки с боковой рабочей частью, вал прокатного стана, блок вала
(Подходит для линий горячей прокатки листовой и полосовой/сортовой стали)
1、Сценарии применения
1. Основные функции
Расположение роликов и передача усилия:
Сохранять устойчивость рабочего валка при воздействии усилия прокатки (максимум 30 МН) и изгибающего усилия (± 1000 кН)
Выдерживать мгновенную ударную нагрузку от кусающейся стали (коэффициент удара 2,0-3,5)
Терморегулирование:
Работая в условиях прокатки при температуре 400-800 ℃, мгновенная температура поверхности может достигать 300-450 ℃.
Необходимость противостоять периодическим термическим нагрузкам (10 ⁵ циклов/год)
2. Типичные условия работы блока вала мельницы
Механическая нагрузка: контактное напряжение Герца 1000-1500 МПа, крутильная вибрационная нагрузка (критическая скорость должна избегать рабочей скорости в 1,5-2,5 раза)
Износостойкая среда: абразивные частицы окалины железа (HV800-1100) + прокатная смазка, высокотемпературное науглероживание
Выбор материала и оптимизация блока вала прокатного стана рабочего ролика
1. Основной материал
Марка материала, основные преимущества, применимые сценарии
50CrMoV высокотемпературная прочность (σ0,2 ≥ 650 МПа при 500 ℃) прокатный стан для широких и толстых листов (боковина валка>3m)
Характеристики малоцикловой усталости (Нф ≥ 5000 раз при Δ ε t=1%) высокопрочной полосовой стали 38CrNiMoV при прокатке
Н13 улучшенная жаростойкая трещиностойкость (теплопроводность 24 Вт/м · К) нержавеющая сталь горячекатаная
2. Ключевые технологии армирования
Поверхность сопряжения подшипника:
Лазерная закалка (глубина закалочного слоя 2-3 мм, HRC54-58)
Плазменное напыление Туалет-10Co4Cr (пористость<0,8%)
Зона резьбового соединения: обработка борированием (слой Fe2B 50-80 мкм)
3. Инновационные применения материалов
Функциональная ось градиента:
Сердечник: 25Cr2MoV (высокая прочность)
Поверхность: Стеллит 21 (устойчив к высокотемпературному износу)
Диффузионная сварка методом горячего изостатического прессования (ГИП)
3. Система термообработки
Вакуумная закалка: 1020 ℃ × 3 ч (охлаждение азотом)
Двойной отпуск: 560 ℃× 4 ч+520 ℃× 6 ч (охлаждение маслом)
Стабилизационная обработка: Глубокое охлаждение (-120 ℃× 8 ч)+старение (250 ℃× 24 ч)
4. Укрепление поверхности
Композитная обработка:
Дробеструйная обработка (прочность по Альмену 0,4-0,45 ммН)
Ионная сульфуризация (слой ФеС 1-2 мкм)
Лазерное текстурирование (Сб=3–5 мкм)
*Ключевые процессы:
Постоянная температура шлифования подшипниковых опор (охлаждающая жидкость 20 ± 1 ℃)
Электрохимическая обработка переходной галтели (точность угла R ± 0,05 мм)*
Типичные параметрыБлок вала прокатного стана рабочего ролика
Требования к показателям параметров
Допуск диаметра оси φ 320 ± 0,008 мм
Скорость ползучести при высокой температуре ≤ 1 × 10 ⁻⁷%/ч (500 ℃/200 МПа)
Ускорение вибрации ≤ 4,5 м/с² (ИСО 10816-8)
Срок службы этого вала в стане горячей прокатки составляет 2-3 года (при годовой производительности прокатки 1,5-2 млн тонн), и может быть продлен до 5 лет с использованием градиентных материалов. Доля термического усталостного разрушения составляет более 60%, и в настоящее время основное внимание уделяется исследованиям и разработкам наноструктурированных термобарьерных покрытий.



