




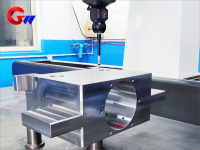
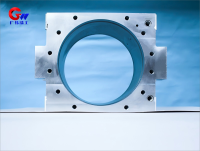
Посадочное место подшипника рабочего валка переходной стороны стана горячей прокатки
Подшипниковое гнездо рабочего валка является одним из ключевых изделий ГВ Точность.
Перечислите основные функции и эксплуатационные требования к посадочному месту подшипника рабочего валка на передаточной стороне стана горячей прокатки следующим образом:
Основные функции
Передача крутящего момента: отвечает за передачу крутящего момента от главной трансмиссионной системы к рабочему валку (пиковый крутящий момент может достигать 500 кН · м)
Динамическая нагрузка: выдерживает прокатное усилие (2000-6000 кН с одной стороны) и знакопеременную ударную нагрузку
Поддержание точности: убедитесь, что радиальное биение рабочего валка составляет ≤ 0,04 мм (гарантируя допуск по толщине ± 0,15% для полосовой стали)
Адаптация к условиям труда
Диапазон температур: рабочая температура подшипникового положения 80-120 ℃ (мгновенный пик 180 ℃)
Скорость качения: ≤ 15 м/с (до 20 м/с в паре с подшипниками скольжения с масляной пленкой)
Частота замены роликов: ≥ 1 раз/смену (требуется быстрая разборка и проектирование)
- GW Precision
- Лоян, Китай
- Договорное положение
- Годовая производительность 500 шт.
- Информация
Посадочное место подшипника рабочего валка переходной стороны стана горячей прокатки
Материалы и стандарты изготовления подшипникового гнезда рабочего валка на передаточной стороне стана горячей прокатки
Основной материал
Марка: ZG35CrNiMoV (литая сталь специального сорта)
Оптимизация ингредиентов:
|Элементы | С 0,33-0,37 | Кр 1,0-1,3 | Это 1,2-1,6 | Мо 0,3-0,5 | В 0,15-0,25|
Преимущества производительности:
Прочность при высоких температурах (σ ₀. ₂ ≥ 650 МПа при 300 ℃)
Усталостная долговечность (Нф ≥ 2 × 10⁶ раз при Δσ=400 МПа)
Основные материалы компонентов
Поверхностная твердость материалов деталей после термообработки
Подшипниковое гнездо корпуса рабочего валка ZG35CrNiMoV закаленное и отпущенное+состаренное НВ 300-330
Шпоночный паз передачи крутящего момента 42CrMoA азотирование обработка ВВ 800-900
Герметичная торцевая крышка из дуплексной нержавеющей стали 2205, обработанная раствором ЧРК 28-32
Термическая обработка и обработка поверхности посадочного места подшипника рабочего валка со стороны трансмиссии стана горячей прокатки
Процесс термической обработки
A [Плавка в электродуговой печи] --ссшшшБ [Защитная заливка аргоном]
B --ссшшшС [880 ℃ × 6 ч нормализация]
C --ссшшшD [закалка в масле 850 ℃+отпуск 620 ℃]
D -->E [-80 ℃ × 4 ч криогенная обработка]
поверхностное укрепление
Гиперзвуковое газопламенное напыление (HVOF) покрытия Туалет-12Co (толщина 150-200 мкм, ВВ ≥ 1300)
Лазерная закалка уплотнительной поверхности (глубина закалочного слоя 1,2-1,5 мм, ЧРК ≥ 52)

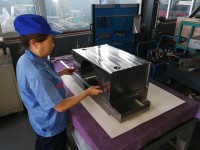
1. Вертикальный обрабатывающий центр: В соответствии с формой вида глубина фрезерования составляет 5 мм, чтобы найти положительный ремень (с каждой стороны есть место для 1,5-2 мм); очистите и удалите заусенцы с острой кромки для проверки (первая часть для проверки).
2、 Горизонтально-расточной станок:Установлено, что для каждой поверхности обычного ремня оставлен запас в 1,5–2 мм, а запас канавки на виде составляет 1,5–2 мм; запас отверстия в отверстии составляет 3–4 мм; длина каждого отверстия составляет 2–3 мм; а чистый край используется для удаления острого края заусенца для осмотра. (первый образец для осмотра)
3. Вертикальный обрабатывающий центр: Окончательная фрезеровка (поверхность посадки без допуска) выполняется в соответствии с требованиями, длина фрезерования должна быть равна глубине правильного края 5 мм; расточка должна соответствовать требованиям, остаточный размер каждой стороны должен составлять 1 ≤ 1,5 мм; длина каждого отверстия должна соответствовать требованиям, а точка должна совпадать с двумя концами центрального отверстия; необходимо обеспечить допуск на размер, а также допуск на форму и положение гнезда подшипника.
4. Слесарные работы:Каждое нижнее отверстие резьбы позиционирует отверстие в соответствии с требованиями посадочного места подшипника рабочего валка.
5. Слесарные работы:Прочие отверстия для масла и резьбовые отверстия; Очистите и удалите острые края заусенцев для осмотра. (первая часть гнезда подшипника для осмотра)
6. Окончательная проверка: удалить острые края заусенцев путем очистки и отправить на проверку, а также выдать контрольный лист для посадочного места подшипника.

Технические условия на проверку и испытание посадочного места подшипника рабочего валка на трансмиссионной стороне стана горячей прокатки
проверка материалов
Анализ состава: ИКП-спектрометр (отклонение элемента ≤± 0,01%)
Неразрушающий контроль:
Ультразвуковой контроль (RU 12680-3 Класс 1)
Магнитопорошковая дефектоскопия (Американское общество по испытанию материалов (ASTM) E709, обнаружение трещин ≤ 0,1 мм)
тестирование производительности
Индикаторы квалификации стандартного метода тестового проекта
Испытание на статическую нагрузку ИСО 19973-1 1,8-кратная номинальная нагрузка без деформации
Динамическое испытание на усталость ДИН 50100 10 ⁷ циклов без трещин
Испытание герметичности ИСО 5208 Класс A Удержание давления 0,6 МПа без утечки
динамическое обнаружение
Уровень динамического баланса: уровень G0.4 (ИСО 1940-1)
Интенсивность вибрации: ≤ 2,5 мм/с(ГБ/Т 29531)
Часто задаваемые вопросы
1. Ты можешь это сделать? Подшипниковое гнездо для рабочего валка Продукт Согласно требованиям заказчика?
A: Да, мы можем выполнить ваши конкретные требования.
2. Могу ли я посетить вашу фабрику перед заказом? ?
A: Да, добро пожаловать на нашу фабрику на экскурсию.
3. Где находится ближайший к вашей компании порт?
A: Ближайший порт — Шанхай.
4. Можно ли выбрать разные материалы для посадочного места подшипника рабочего валка?
A: Да, его можно выбрать в зависимости от ваших требований.
5. Сколько времени займет доставка седла подшипника для рабочего валка?
A: Обычно это занимает полтора-два месяца по морю. Это зависит от объема вашего заказа.
6. Какова обложка посылки?
A: Для экспорта мы используем деревянные ящики.





