







Индивидуальная стальная катушка 35CrMoV для стана холодной прокатки
35CrMoV — это высокопрочная и высоковязкая легированная конструкционная сталь, которая после закалки и отпуска имеет превосходные комплексные механические свойства. Она широко используется в высоконагруженных и высокоточных компонентах станов холодной прокатки для стальных катушек.
- GW Precision
- Лоян, Китай
- Договорное положение
- Годовая производительность стальных катушек составляет 4000 шт.
- Информация
Индивидуальная стальная катушка 35CrMoV для стана холодной прокатки
стальной спол материал | спецификация |
35CrMoV | 665*605*2000 |
Производство и параметры изготовления индивидуальной катушки из стали 35CrMoV для стана холодной прокатки

ГВ прецизионная стальная шпуля 35CrMoV Основные характеристики:
Сочетание Кр-Мо-V обеспечивает высокую прокаливаемость, усталостную прочность и жаропрочность.
Низкое содержание S/P снижает термическую хрупкость и повышает ударную вязкость.
Механические свойства 35CrMoV (закалка и отпуск: закалка+высокотемпературный отпуск)
Стандарты тестирования типичных значений для показателей эффективности
Предел прочности (с ₆) 900-1100 МПа ГБ/Т 228.1 (ИСО 6892)
Предел текучести (σ ₀)₂) 750–950 МПа
Скорость удлинения (г)≥12% при длине измерения 5d (где d — диаметр образца)
Энергия удара (ИЭ)≥50 Дж (при комнатной температуре) ГБ/T 229 (ИСО 148)
Твердость ЧРК 28-35 (закаленное и отпущенное состояние) ГБ/T 230.1
Коэффициент усадки сечения (ψ)≥45%
Дополнение к ключевым функциям:
Процесс термической обработки:
Закалка: охлаждение в масле при температуре 850-880°С.°С для получения мартенситной структуры.
Закалка: 550-650°С, отрегулируйте температуру в соответствии с требованиями прочности (температура↑ →сила↓, прочность↑).
Эффективность при высоких температурах:
Поддерживать стабильную прочность ниже 400°С и может выдерживать 500°C в краткосрочной перспективе (молибден повышает сопротивление ползучести).
Предел усталости:
Примерно 450-500 МПа (10 циклов, гладкий образец), подходит для компонентов динамической нагрузки.
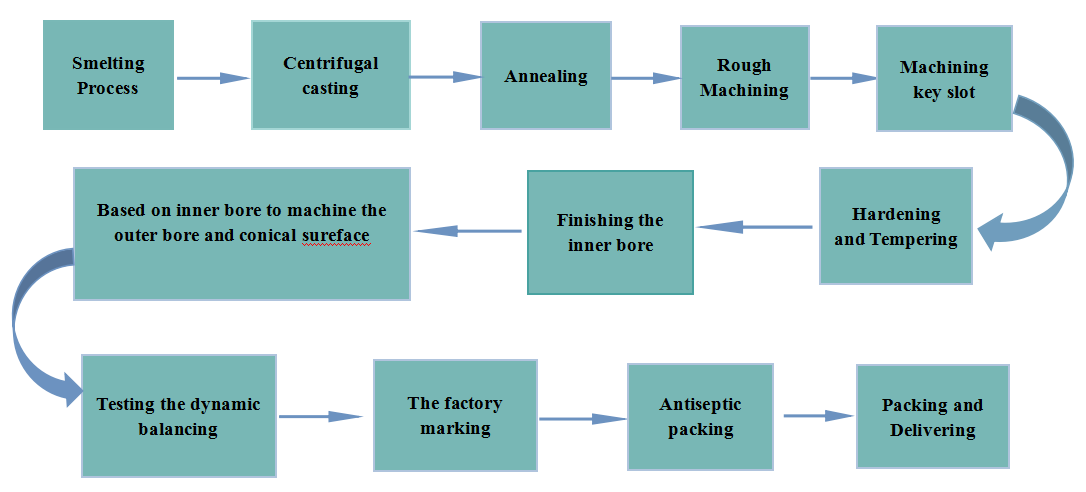
Параметры механической обработки стальной катушки по индивидуальному заказу
Требования к параметрам
Внутренний диаметр отверстия класса IT6 (H6), Ра ≤ 0,8 мкм
Внешний диаметр класс IT7 (h7), Ра ≤ 1,6 мкм
Цилиндричность ≤ 0,01 мм/100 мм
Соосность ≤ 0,02 мм (сопрягаемая поверхность подшипника)
Основные методы обработки:
Прецизионное растачивание/хонингование: обеспечение точности внутреннего отверстия.
Шлифовка: Обработка наружным круглошлифовальным станком для предотвращения термической деформации.
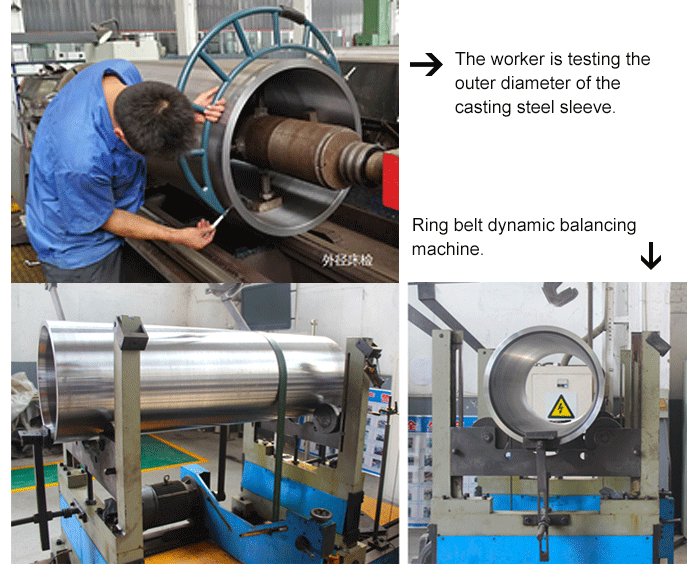
Динамический баланс (высокоскоростное вращение): остаточный дисбаланс ≤ уровня G2.5 (ИСО1940).
Что касается инспекции, то для того, чтобы защитить интересы клиентов и обеспечить лучшее качествоКатушка из стали 35CrMoV Мы провели различные испытания механических свойств после термообработки в дополнение к обычному размерному контролю. Машина для динамической балансировки кольцевого ремня может быть 100% испытанием на динамическую балансировку.
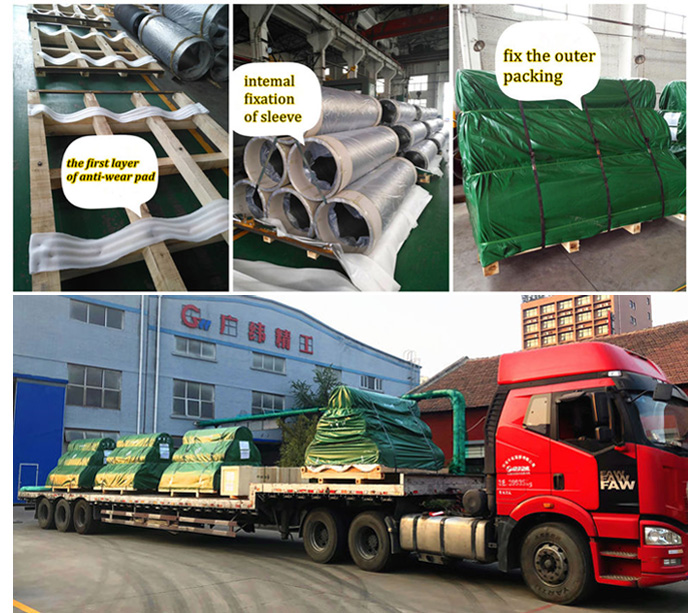
Упаковка
У нас отличная команда по упаковке и продуманные технологии упаковки.
Упаковка должна обеспечивать сохранность катушечных изделий из стали 35CrMoV, чтобы они не были утеряны или повреждены во время хранения, транспортировки и продажи.
Упаковка обеспечивает чистоту продукта. Перед упаковкой убедитесь в чистоте поверхности продукта.
Наши катушки из стали 35CrMoV широко известны и пользуются доверием пользователей и способны отвечать постоянно меняющимся экономическим и социальным потребностям.
Основные соображения относительно стальной катушки для станов холодной прокатки
Ремонт сваркой: сварка 35CrMoV требует предварительного нагрева (200–300 ℃) и отжига для снятия напряжений после сварки.



