






Литейная стальная катушка, используемая в прокатном стане для медной фольги
**************************Преимущество GWspool*******************************
1. Наша компания применяет передовые технологии плавки и литья, а оборудование проходит точный контроль, чтобы гарантировать, что химический состав материала литой стальной втулки надежен и точен, а также имеет одинаковые характеристики.
2. Центробежное литье применяется для гарантии отсутствия на внутренней и внешней поверхности литой стальной втулки дефектов, таких как трещины, шлаковые включения, поры и песчаные раковины.
3. Применяем передовую технологию термообработки для обеспечения механических свойств стальной втулки.
Описание термической обработки стальной втулки:
Мы проводим строгую термическую обработку литой стальной катушки, к механическим свойствам которой предъявляются особые требования, а также проводим соответствующие испытания механических свойств, чтобы гарантировать, что каждое изделие достигнет наилучшего состояния и хороших результатов для клиентов.
Мы использовали наше независимое специализированное устройство - станок для сверления отверстий, который мы сами исследовали и разработали, он также получил национальный патент. Станок оснащен хорошей жесткостью, без возвратного зажима и станком и высокой точностью обработки.
Благодаря постоянному совершенствованию наша компания сформировала интегрированную систему технологической обработки, обеспечивающую концентричность, цилиндричность, степень симметрии и динамическое равновесие втулки.
Конкретные допуски точности и геометрической точности строго соответствуют требованиям заказчика.
- GW Precision
- Лоян, Китай
- Договорное положение
- Годовая производительность стальных катушек составляет 4000 шт.
- Информация
Литейная стальная катушка, используемая в прокатном стане для медной фольги
| Литейная стальная катушка | Материал | Спецификация |
| Используется в прокатном стане для медной фольги | 35CrMoV | 565*505*1600 |
| 35CrMoV | 665*605*2000 |

Механические свойства (закалка+отпуск) литой стальной катушки
Типичные свойства сплава Кр-Мо-V после термической обработки следующие:
Типичные условия испытаний показателей эффективности
Твердость ЧРК 48-52 при комнатной температуре, твердость по Роквеллу (Американское общество по испытанию материалов (ASTM) E18)
Предел прочности при растяжении (σ ₆) 1500-1800 МПа предел прочности при растяжении при комнатной температуре (Американское общество по испытанию материалов (ASTM) E8)
Предел текучести (σ ₀) ₂) 1200–1400 МПа.
Удлинение (δ) 10-15% расчетная длина 50 мм
Ударная вязкость 20-40 Дж/см² Испытание на удар по Шарпи с надрезом
Твердость при красном нагреве: Твердость ≥ ЧРК 38 при 600 °C, проверено после 1 часа выдерживания при высокой температуре
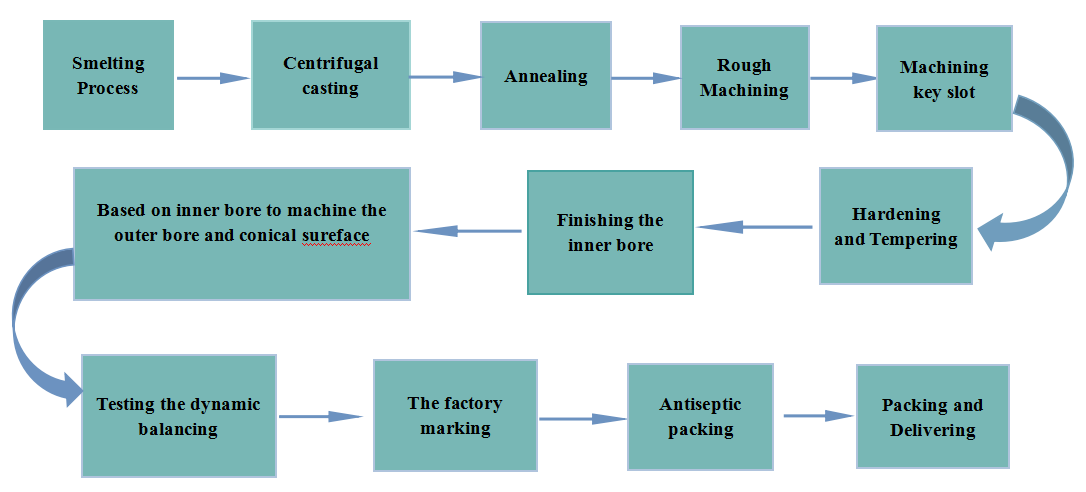
Процесс производства литой стальной катушки
Мы использовали наше независимое специализированное устройство-машину для сверления отверстий, которая была исследована и разработана нами, она также получила национальный патент. Машина оснащена хорошим жестким, невозвратным зажимом и высокой точностью обработки. Благодаря постоянному совершенствованию наша компания сформировала интегрированную систему технологической обработки для обеспечения концентричности, цилиндричности, степени симметрии и динамического баланса литой стальной катушки. Конкретный допуск точности и допуск геометрической точности строго соответствуют требованиям клиентов.
Заготовка литой стальной катушки будет обработана на станке для сверления отверстий, который был разработан нашей компанией. В расточном станке заготовка втулки может быть отрегулирована для концентричности как переднего, так и заднего концов отверстия, чтобы добиться плавной резки и повысить точность обработки. В процессе резки заготовка фиксируется без вращения, а способ вращения вала инструмента для резки внутреннего отверстия позволяет избежать погрешности конусности или других форм. Плавное удаление стружки в процессе резки позволяет улучшить гладкость поверхности и не так легко поцарапать обработанную поверхность.
После завершения обработки сверлением отверстия литая стальная катушка будет обработана на двойном самоцентрирующемся станке с ЧПУ, в двойном (этот станок разработан после многолетнего опыта исследований высокоточного большого двойного самоцентрирующегося станка с ЧПУ). На обоих концах втулки находятся гидравлические опорные патроны, которые могут быстро располагаться на обоих концах внутреннего отверстия и обеспечивать концентричность на обоих концах внутреннего отверстия в пределах допустимого допуска; Станок начинает обрабатывать внешний круг и обеспечивает, чтобы концентричность внутреннего и внешнего кругов находилась в пределах допустимого допуска. Конические окружности внутренних отверстий на обоих концах также концентричны в пределах допустимого допуска.

Тест динамической балансировки литейных шпулек
Что касается контроля, то для того, чтобы гарантировать преимущества для клиентов и обеспечить лучшее качество продукции из литой стальной катушки, мы провели различные испытания механических свойств после термообработки в дополнение к обычному контролю размеров. Машина для динамической балансировки кольцевого ремня может пройти 100% испытание на динамическую балансировку.



