




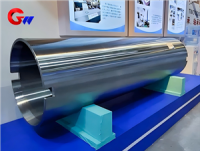


Стальная втулка 35CrMoV для холоднокатаного стана (тест на динамическую балансировку)
Стальной рулон ГВ точного литья является идеальным выбором для условий высокой точности и высокой нагрузки станов холодной прокатки, особенно подходит для прокатки тонкой полосы со строгими требованиями к динамическому балансу. Преимущества его высокой прочности, износостойкости и экономической эффективности очевидны, но требуется строгий контроль процессов литья и термообработки.
- GW Precision
- Лоян, Китай
- Договорное положение
- Годовая производительность стальных катушек составляет 4000 шт.
- Информация
Проверено динамическим балансировочным тестом на литейном стальном барабане стана холодной прокатки
| Материал рукава | Спецификация |
| 35CrMoV | Ф572*Ф506*2337 |
Контроль химического состава (основные элементы):
Элемент C Си Мн Кр Мо V P ≤ S ≤
Диапазон 0,30~0,38 0,20~0,40 0,50~0,80 0,90~1,20 0,20~0,30 0,10~0,20 0,025 0,025

Центробежное литье
Наша компания использует передовые технологии плавки и литья, а оборудование имеет точный контроль, чтобы гарантировать, что химический состав материала литой стальной катушки надежен и точен, а также имеет те же характеристики. Центробежное литье используется для гарантии того, что внутренняя и внешняя поверхность литой стальной катушки не имеет дефектов, таких как трещины, шлаковые включения, поры и песчаные раковины. Применяется зрелая технология термообработки, чтобы гарантировать механические свойства литой стальной катушки.

Описание термической обработки стальной втулки
Мы проводим строгую термическую обработку для литых стальных рулонов, имеющих особые требования к механическим свойствам, а также проводим соответствующие испытания механических свойств, чтобы убедиться, что каждое изделие из стальных рулонов достигает наилучшего состояния и хороших результатов для клиентов.

Процесс термической обработки литой стальной катушки (для стана холодной прокатки)
Цель требований к параметрам процесса
Нормализация при температуре 900 ± 10 ℃ в течение 2 часов, измельчение зерна путем охлаждения на воздухе
Закалка 860 ± 10 ℃ закалка в масле (скорость охлаждения ≥ 80 ℃/с) для получения мартенсита
Криогенная -80 ℃ × 2 ч (опционально) уменьшает остаточный аустенит
Отпуск при 550 ± 10 ℃ в течение 4 часов, охлаждение водой, закалка и отпуск до 300~350HBW
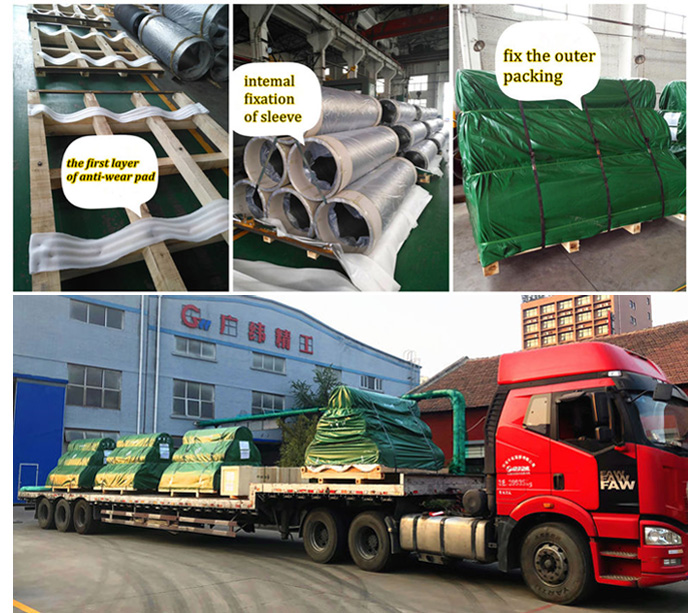
Упаковка
У нас отличная команда по упаковке и продуманная технология упаковки для наших стальных рулонов.
Упаковка должна обеспечивать сохранность продукции, чтобы она не была утеряна или повреждена при хранении, транспортировке и реализации.
Упаковка обеспечивает чистоту продукта. Перед упаковкой убедитесь в чистоте поверхности продукта.
Наша продукция из стальных рулонов широко известна и пользуется доверием пользователей и способна удовлетворить постоянно меняющиеся экономические и социальные потребности.
Наши продукты широко известны и пользуются доверием пользователей и способны удовлетворить постоянно меняющиеся экономические и социальные потребности.

Стандарт испытания на динамическую балансировку для литой стальной втулки 35CrMoV (для стана холодной прокатки)
Оборудование для определения требуемых значений параметров
Машина для динамической балансировки с жесткой опорой, класс балансировки G2.5 (ИСО 1940-1)
Остаточный дисбаланс ≤ 1 г · мм/кг (1500 об/мин) фазовый анализатор
Метод коррекции для повторного сверления (глубина ≤ 5 мм) Сверление с ЧПУ



